BGA Surface Mount Technology Assembly and Some Tips to Optimize the Process
With the continual development and progress of electronic technology, electronics products start developing towards the trends of light weight, thinness, miniaturization and advanced functions. After generations of upgrading, chip packaging technologies have led ratio between chip area and package area to be approximately 1 among which BGA (ball grid array) has become a high-density packaging technology that has fallen into pragmatic phase. How to guarantee the reliability of BGA soldering quality, how to inspect the quality of BGA and how to implement rework on BGAs with defects are so critical to BGA SMT (surface mount technology) assembly that all manufacturers have to be totally aware of their resolutions that will be discussed in this article.
BGA Packaging Technology
BGA package contains lots of ball-shape bumps at the bottom of tube or at the upper
surface. Thanks to the bumps, interconnection is achieved between package body and base. As
an advanced packaging technology, BGA features large lead space and short leads through
distributing I/O ends that perform as balls or columns at the bottom of package body.
Based on different packaging materials, BGA components can be classified into PBGA
(plastic BGA), CBGA (ceramic BGA), CCBGA (ceramic column BGA), TBGA (tape BGA) and CSP
(chip-scale package).
Compared with QFP (quad flat package) components, BGA components feature the
following properties:
a. I/O end spacing is so large that higher number of I/O ends can
be held by BGA.
b. Higher packaging reliability, lower soldering defects and more
solid soldering joints.
c. BGA chips feature large spacing between soldering joints so that
it's not difficult for alignment and soldering due to alignment amplification system.
d. BGA soldering coplanarity is guaranteed as solder will
automatically compensate for planarity error between chip and PCB after being melt.
e. Excellent electrical characteristics and frequency
characteristics due to smaller soldering joints and low self-inductance and mutual
inductance.
f. Capable in automatic self-alignment and tension between
soldering joints leads to excellent self-centering effect, causing high reliability.
g. Its leading disadvantage lies in their inspection and rework
that are relatively difficult to be carried out.
BGA Assembly
Fishbone diagram indicating concerning elements in the manufacturing process of PCB
board containing BGA components is shown below.
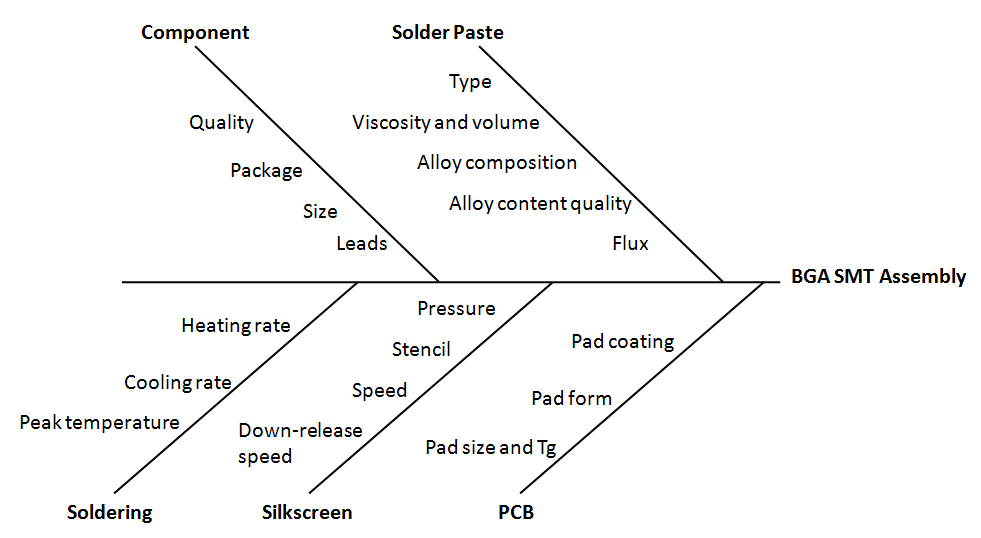
According to the above fishbone, BGA SMT is closely associated with solder paste,
components, PCB, silkscreen and soldering among which soldering items are the most difficult
to be dealt with in reflow soldering process.
The key element affecting reflow soldering lies in temperature curve setting. The
specific method is to open a hole at the position of some pad at the center of BGA that is
at the back side of PCB and then lead thermocouple probe through the hole from the bottom of
PCB board with it stuck to backside of pad and fixed with high temperature tape. Next,
reflow soldering temperature curve tester with parameters well WHERE set is placed into
reflow soldering oven together with tray and probe. After times of comparison and analysis,
an optimal temperature curve will be obtained.
Reflow temperature curve consists of four phases: preheating phase, heat
preservation phase, reflow phase and cooling phase. Heating process and temperature curve
should make package reach reflow temperature and then fall back to that of pad after solder
balls are melted with intermetallic compound generated with pad. Inconsistent heating will
lead packages to unevenly fall or incline towards one side or corner of reflow soldering,
causing non-coplanarity and inadequate soldering.
The following two aspects should be emphasized as well in terms of BGA soldering:
a. Prebaking
Plastic packaging usually absorbs humidity. If a chip is instantly heated after
absorbing humidity in the air, moisture diffusion will lead to cavities inside chip. As a
result, general baking condition of plastic packages is under 100°C for 6 to 8 hours.
b. Oxidation
Prior to their applications, BGA components should be inspected to ensure their pins are clean and go through none oxidation.
BGA Inspection Method
a. BGA Defects and Inspection Method
After soldering, BGA components possibly suffer from different defects due to
components, assembly equipment, environment and soldering technologies. Leading BGA defects
include misalignment, loose soldering, open circuits, cold soldering, bridging, short
circuits and cavities. Furthermore, BGA solder balls possibly feature some issues as well
such as missing or falling and uneven sizes. When it comes to BGA inspection, it's
definitely difficult to judge soldering quality after soldering because solder balls are
below chips. Traditional visual inspection fails to determine whether defects or cavities
are available inside soldering joints. Professional inspection equipment has to be used to
clearly judge the quality of solder joints.
After BGA components are leveraged in SMT assembly, inspection methods that are usually relied on include electrical test, boundary scan and X-ray inspection. Traditional electrical test is capable of scanning open circuit and short circuit defects. Boundary scanning technology, depending on inspection ports designed based on boundary scanning, provides an access to each solder joint on boundary connectors so that open circuits and short circuits can be inspected on components. Although boundary scan is capable of inspecting a wider range of invisible solder joints than electrical test, both methods only test electrical performance without reaching soldering quality inspection. To guarantee and improve the quality of manufacturing process, other methods have to be relied on for soldering quality inspection, especially those invisible solder joints. AXI (Automated X-ray Inspection) can effectively solve the issue and real-time monitoring can be carried out as well to ensure quality and real-time feedback for process control.
b. Optimal BGA Soldering Joint Standard
Optimal BGA soldering joints should be smooth, clear in boundary and void free and diameter, volume, grayscale and contrast should maintain the same among all the soldering joints with full alignment and no soldering balls generated. Compared with standards for optimal BGA soldering joints, qualified BGA solder joints feature lower requirement.
· Misalignment. X-ray inspection device is capable of clearly indicating whether BGA solder balls are accurately compatible with pad positions on PCB board. Less than 25% displacement can be allowed.
· Loose Soldering Joints. No loose soldering joints are allowed for BGA soldering.
· Open Circuits and Cold Soldering Joints. When solder doesn't contact with corresponding pad or solder features bad flowing, open circuits and cold soldering joints will possibly take place. Open circuits and cold soldering joints aren't allowed for BGA soldering.
· Bridging and Short Circuits. When solder is excessive or unsuitably placed, bridging and short circuits will possibly take place. As for BGA soldering joints, bridging and short circuits aren't allowed.
· Cavity. The issue concerning cavity is a little complicated. X-ray inspection device is capable of demonstrating cavities on BGA components assembly. The following tips are available as judgment standards:
1). Causes for Cavity Generation
① Cavities are available prior to soldering on BGA soldering balls, which possibly
derive from solder ball manufacturing or solder paste constituent.
② If through holes are designed to be under pad, external air will enter melting
soldering balls through holes with cavities formed after cooling.
③ Pad features bad coating or pad is contaminant on surface.
④ Reflow soldering temperature curve is unsuitably set.
2). Optimal Standard for Cavities
The air in cavities will possibly generate stress effect of shrinkage and expansion. The place where cavities take place will be stress focus, which is possibly the essential reason for stress cracks. BGA soldering joints with cavities will possibly lead to technical issues such as failure. According to standard regulated by IPC on BGA soldering joints, cavities on pad should not be 10% larger than solder ball area, that is, diameter of cavities should not be larger than 30% of solder ball diameter.
Capacités
Capacité PCB rigide
Capacité PCB flexible
Capacité d'assemblage PCB
Équipement PCB
Équipement d'assemblage PCB
Méthodes de paiement




Prix spéciaux
Transporteurs




Support pour amateurs
Certificat


Assistance clientèle
Suivez-nous






